对于很多热传业内人士来说散热片的普遍印象就是结构简单、工艺不复杂、功能结构件外观要求不高。齿叶弯曲,表面粗糙,硬批锋残留,阳极表面水纹是目前市场上散热片产品的通病。或许是因为散热片主要用于设备内置散热用,所以从成本角度考虑,好象没必要做得那么精致。
但是,随着市场竞争日趋激烈,一些客户不止追求产品的使用功能,同时对产品外观要求也在不断提高。而不少工程师碰到这类客户高要求,经常以行业就是这个标准、目前工艺无法满足等作为借口敷衍。
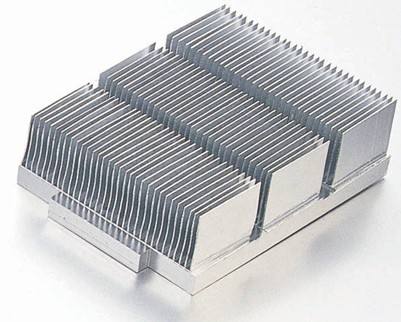
凯路汽车工业虽然不是散热片加工的专业户,但是为了满足某日系客户的要求,我们认为应该不停地优化生产工艺来提高产品质量,促进工艺水平的进步。下面就分享一下我们帮客户制作的一款高要求散热片工艺优化的整个过程。
一:去除散热片叶片加工后的毛刺残留:
散热片叶片一般都有几十片,间距一般都不会很宽,有些甚至只有1mm左右。如此众多的叶片在加工后如果靠人工去毛刺是非常困难的,也难于完全去除干净,在手工去毛刺的同时也容易挫伤叶片。目前较成熟的工艺是用强碱清洗叶片,利用强碱腐蚀性能烧掉微小毛刺。
二:解决散热片两侧挤压纹
散热片毛坯一般由铝挤型材制成,铝挤的纹路相对较粗糙,在生产流通程程中也容易产生划伤。对于高要求的客户这些是不允许的。解决的方案两侧可做拉丝处理,经拉丝后纹路统一,拉丝表面符合一般可视外观要求。另一种方案是可以用抛光机抛光处理,一般不建议手工抛光因为纹路看起来不协调。
三:改善散热片大平面阳极麻点外观问题
散热片经过强碱清洗后,因为过碱时间过长,腐蚀过量,容易在光滑平面形成麻点水纹。这种情况应该如何处理呢?我们可以在工序上调整一下,在叶片加工完成后先外协做强碱清洗去毛刺,然后再回厂加工大平面。因为毛刺已经做过强碱清洗在做阳极处理的时候只需过轻碱,就不会对大平面表面过度腐蚀自然就不会有麻点存在。
四:提高效率,降低成本
在改善外观的同时我们也在想办法降低产品的生产成本。在项目前期评审阶段,两则的叶片是采用CNC加工去除。由于散热片易弹刀,所以加工时间非常长。经过不断的实践验证采用专业的剖沟设备进行沟槽加工,然后再进行精加工。这样的工艺改变,在加工时间上缩短了三分之二。反观外观品质比以前工艺做出来的外观提升了一个档次。
经过以上四个环节的改善,我们最终得到了客户的认可。据客户反馈,在所有打样的同行中我们的报价在中等偏上的位置,但是我们的品质是最好的,所以最终客户选择了我们。
追求合理的利润空间,是一个企业能够良性发展的必须前提。我们不打价格战,我们只打技术战。从我们手上出去的零件每个都超出客户期望,这一定是我们凯路汽车工业值得骄傲和为之奋斗的目标。