
公差测量是按图纸标准还是客户要求?在产品加工前一定要拿图纸跟客户做产品评审的 ,这真的非常重要。
有的朋友会说,那肯定是按客户要求去做品质管理啊!是的,根据客户至上服务理念这没有问题,但我们最后案子结算的时候可能就会发现,产品的制造成本和报废成本高了,做这个的产品不挣钱,利润低了。怎么回事?所以又回到前面说到“在产品加工前一定要拿图纸跟客户做产品评审会议”
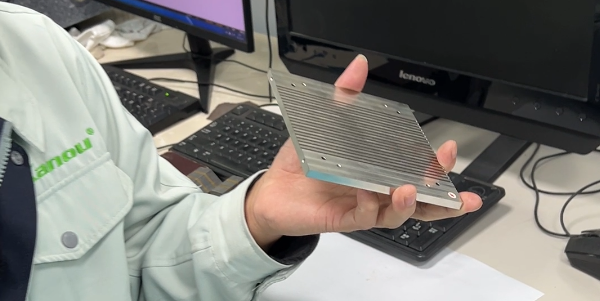
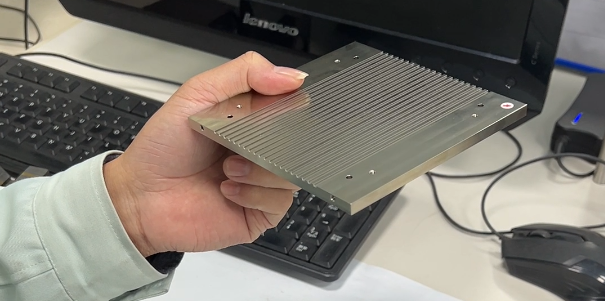
下面这个产品的平面度是0.05mm,图中槽和底部的高度是5.1mm±0.02的尺寸,在实际操作中,如何检测这个高度5.1mm±0.02的尺寸?相信很多品管人员检测这个产品的时候都会把它放在大理石平台,然后用三坐标或高度仪去检测产品上面每个分布点的高度。
这个检测方法对不对呢?可以说这个检测方法检出的产品肯定是合格的,但是这样就无形中增加了这个产品的难度,检测方法把这个公差缩小了,增加了的制造成本和报废成本。
在图纸上产品平面标注的是5个丝,如果要做到5个丝正负两个丝的公差是很难保证的。所以这个平面必须要做到1个丝或者两个丝的平面度,这样才能稳定的生产这个产品。在无形中就增加了这个产品的制造成本。
其实按照公差的独立原则和包容原则,我们这个产品相互的尺寸是可以分开检的,平面度就检平面度的公差能不能在5个丝以内,线性公差5.1就单独的去检点到点的尺寸是不是在5.1的范围内就可以了。这是公差标准所允许的。
有些朋友就会问“如果客户有装配需要,必须要求放在平面上再来检这每个点的高度呢?”那不好意思,图纸上5.1尺寸标注后面一定要加上一个(E),这是尺寸公差的包容原则标示方法。如果图纸标注了(E),品管就只能是把产品放到大理石平台做检测了。
也有些朋友会说“你说的可能也是对的,但是客户不收我的货怎么办?”按照国际标准ISO8015公差的标准原则,我们可以拿图纸去跟客户去讨论去申诉这个问题。
以上跟大家分享的这个话题可能有些钻牛角尖,在实际中我们确实也是需要在看到图纸问题后及时跟客户反馈,哪怕最后不赚钱也要把产品加工出来。我想利用这个话题跟大家分享我们在产品加工前一定要拿图纸跟客户做产品评审会议,做好前面的沟通才能避免后面的问题,才能让产品交付更加顺利。