
N年前的那天,客户来询盘,特别咨询能否尝试挑战医疗产品?当时没觉得有什么不同,不就与我们日常对应的精密机械零件一样吗?加工工艺也没多大区别,有单为何不做?于时很坚定的回答:没问题!接下来如往常一样:报价、买材料、加工、检测、送样品。社内检查OK、本以为接下来就高枕无忧,坐等量产了。
谁知,一周后,客户劈头盖脸一通电话过来了:“如果你或你的家人,去医院输液,发现输液管里有金属杂质,你会是什么反应?……”。我这才知道了原委,也意识到问题的严重性。产品有一排交叉孔,我们按常规产品工艺用了手工去毛刺,客户端用40倍的显微镜检查,可以想象一点点毛刺都会非常显现,判定NG.
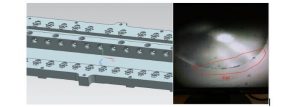
(产品3D图) (40倍显微镜下毛刺)
就这样样品被退回了,一时还没有确切的方案,首先采用手工去毛刺尝试。各技术相关工程师、主管轮翻上阵,始终还是有一些细微毛刺残留,我们自己在40倍的显微镜下反复确认,不停地被判定NG、不停地再返工。5pcs样品竟然折腾了下整整三天,品管工程师才勉强同意放行出货。
但是问题来了,即使客户接受这5PCS样品,今后的量产怎么办?这不应该是我们对应量产品的办法!于是我们马上再次召开了团队会议,重新讨论了对应方案。
我们首先试验的方案是以前实绩过的工艺:使用内孔倒角刀加工,之前用此工艺成功解决过直径大于3mm的交叉孔,但此产品孔径只有1.98mm,据刀具供应商的反馈此工艺只能加工直径大于或等于3mm的内孔,此方案被否决。
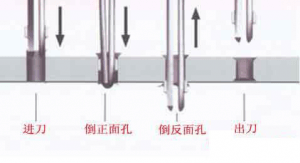
(内孔倒角刀原理图)
随后我们讨论了使用高压水流、电化学、喷砂、冷冻等方法去毛刺,但都存在缺陷,不能达到此次客户的要求,最终没能采用。
那怎么办,这么多方案都不行,是不是就没有好的方案了?我们反复讨论,此时,有位工师提出:上次在展会上有看到一种磨粒流去毛刺的工艺,看下行不行?
磨粒流去毛刺是以磨料介质(掺有磨粒的一种可流动的混合物)在压力下流过工件所需加工的表面,在一定的压力作用下,使磨料研磨被加工表面,从而得到去毛刺、倒角的效果。
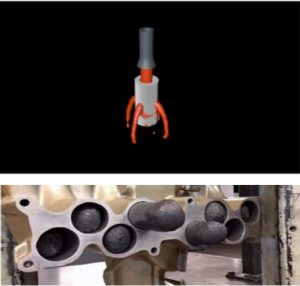
(原理示意图)
在充分了解加工原理和真实案例后,我们立即着手,紧急制作了临时夹治具,并重新制作了样品。样品结果达到超预期效果,不仅去掉了毛刺,尖锐的利角处也产生了约R0.1的圆角。向客户说明了情况,重新发送样品,得到客户理解,重新评价了样品。客户最后评价样品加工效果非常好,量产品也要这种效果。

内孔交叉处R.1左右圆角
(改善后图示)